火花がほとんどでないファイバーレーザー溶接三菱電機株式会社 久場 一樹
- 説明文
- 写真
レーザー溶接は高速・低歪で,1980年代の産業用高出力レーザーの登場以降,様々な分野で適用されている。従来はCO2レーザーが主に採用されていたが,近年では消費電力が低くビーム取り扱いが容易なファイバーレーザーの採用が多くなっている。
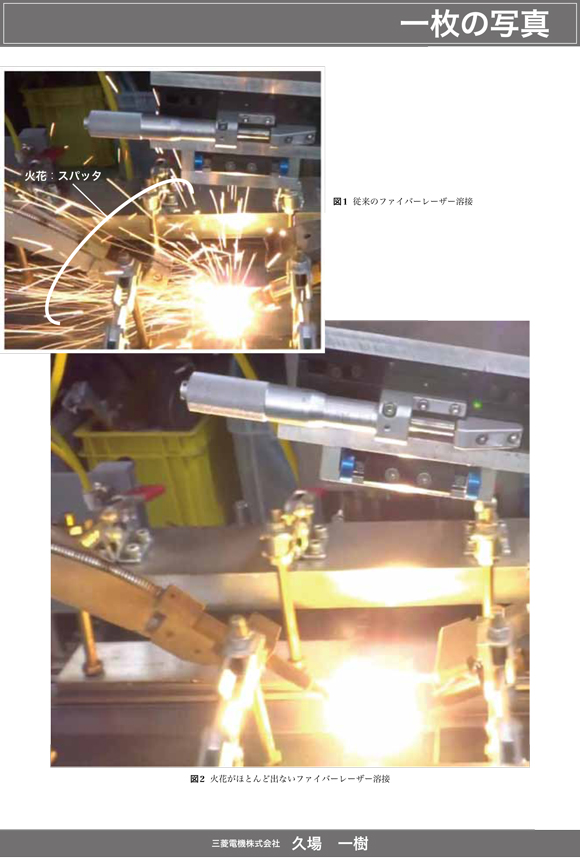
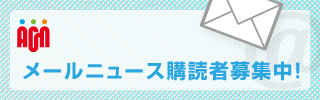
図1,図2は,10 kWの高出力ファイバーレーザーを用いて,厚み4.5 mmの軟鋼板を,速度5 m/分で貫通溶接しているときの画像である。レーザー光を上から下に集光照射し,溶接する軟鋼板を右に移動して,貫通溶接を行っている。図1は従来の一般的な溶接状況で,図2が開発した「火花がほとんどでないファイバーレーザー溶接技術」を適用した場合である。
図1の従来例では,加工点でのプラズマ発光に加え,多数の輝線が発生していた。この輝線は,スパッタと呼ばれる,加工点から発生する溶融金属の飛散で,周辺構造物や,溶接される軟鋼板を汚損したり,溶接部の減肉や荒れを引き起こし,高出力ファイバーレーザー溶接の大きな課題となっていたのである。
開発した溶接技術では,図2に示すように,スパッタの発生がほとんどなく,周辺構造物への汚損,スパッタ付着のない,滑らかで高品質な溶接を実現している。
レーザー出力は量産適用では最大級となる10 kWで,スパッタの発生は0.05 mg/mmと極めて少なく,削減比率は従来比95~99 %と極めて高く,鉄鋼・自動車・鉄道車両・建築・家電など幅広い産業分野での適用が期待されている。
レーザー溶接では,集光部位の金属が瞬時に溶融・蒸発し,キーホールと呼ばれる,深い溶け込み孔と周辺の溶融金属溜りが形成され,これらが再凝固することで金属が溶接される。
レーザー出力が高くなると,溶け込みは深くなるが,溶融金属の飛散量は増加する。また,溶接速度が速くなっても,溶融金属の飛散量は増加する。
今回,10,000件を超えるさまざまな溶接条件下で金属の溶融状況を高速度カメラで詳細に観察した結果,強いレーザー光の周囲に弱いレーザー光を照射すると,キーホール開口部がラッパ状に押し広げられ,溶融金属の流れが安定し,スパッタを大幅に抑制できることが分かってきた。
これを踏まえ,レーザー光を伝送する光ファイバーの出口の加工光学系で,強いレーザー光と弱いレーザー光を同時に発生させる,独自の光学設計技術を開発し,集光強度分布形状の適性化を行うことで,スパッタを抑制することに成功した。
開発した技術では,溶接速度を上げても溶融金属の飛散量がほとんど増加しないため,レーザー出力で決まる,溶け込み限界近くまで高速化が可能で,生産性にも大きな改善が期待されている。
参考
以上の技術は,多田電機株式会社(三菱電機関係会社)と共同で開発した。
2018年5月17日 三菱電機株式会社広報発表(開発No.1817)
http://www.mitsubishielectric.co.jp/news/2018/pdf/0517.pdf
図1,図2は,10 kWの高出力ファイバーレーザーを用いて,厚み4.5 mmの軟鋼板を,速度5 m/分で貫通溶接しているときの画像である。レーザー光を上から下に集光照射し,溶接する軟鋼板を右に移動して,貫通溶接を行っている。図1は従来の一般的な溶接状況で,図2が開発した「火花がほとんどでないファイバーレーザー溶接技術」を適用した場合である。
図1の従来例では,加工点でのプラズマ発光に加え,多数の輝線が発生していた。この輝線は,スパッタと呼ばれる,加工点から発生する溶融金属の飛散で,周辺構造物や,溶接される軟鋼板を汚損したり,溶接部の減肉や荒れを引き起こし,高出力ファイバーレーザー溶接の大きな課題となっていたのである。
開発した溶接技術では,図2に示すように,スパッタの発生がほとんどなく,周辺構造物への汚損,スパッタ付着のない,滑らかで高品質な溶接を実現している。
レーザー出力は量産適用では最大級となる10 kWで,スパッタの発生は0.05 mg/mmと極めて少なく,削減比率は従来比95~99 %と極めて高く,鉄鋼・自動車・鉄道車両・建築・家電など幅広い産業分野での適用が期待されている。
レーザー溶接では,集光部位の金属が瞬時に溶融・蒸発し,キーホールと呼ばれる,深い溶け込み孔と周辺の溶融金属溜りが形成され,これらが再凝固することで金属が溶接される。
レーザー出力が高くなると,溶け込みは深くなるが,溶融金属の飛散量は増加する。また,溶接速度が速くなっても,溶融金属の飛散量は増加する。
今回,10,000件を超えるさまざまな溶接条件下で金属の溶融状況を高速度カメラで詳細に観察した結果,強いレーザー光の周囲に弱いレーザー光を照射すると,キーホール開口部がラッパ状に押し広げられ,溶融金属の流れが安定し,スパッタを大幅に抑制できることが分かってきた。
これを踏まえ,レーザー光を伝送する光ファイバーの出口の加工光学系で,強いレーザー光と弱いレーザー光を同時に発生させる,独自の光学設計技術を開発し,集光強度分布形状の適性化を行うことで,スパッタを抑制することに成功した。
開発した技術では,溶接速度を上げても溶融金属の飛散量がほとんど増加しないため,レーザー出力で決まる,溶け込み限界近くまで高速化が可能で,生産性にも大きな改善が期待されている。
参考
以上の技術は,多田電機株式会社(三菱電機関係会社)と共同で開発した。
2018年5月17日 三菱電機株式会社広報発表(開発No.1817)
http://www.mitsubishielectric.co.jp/news/2018/pdf/0517.pdf












![研究室探訪vol.30 [奈良先端科学技術大学院大学 サイバネティクス・リアリティ工学研究室]](https://www.adcom-media.co.jp/wp-content/themes/adcom/scripts/timthumb.php?src=/wp-content/uploads/2022/11/laboratory1.jpg&w=80&h=100&zc=1&q=100)